
The “Fresh Meat” Challenge: Engineering Extruders for High-Inclusion Formulations
July 10, 2026
The pet food industry is experiencing a profound paradigm shift. Driven by the humanization of pets, modern consumers are demanding premium, biologically appropriate diets for their companion animals. At the forefront of this trend is the demand for high-inclusion fresh meat formulations—kibbles and treats boasting 30%, 50%, or even higher fresh meat content before extrusion.
While these meat-first recipes are a major marketing success, they present a formidable challenge to plant managers and process engineers. Transitioning from dry meat meals to massive quantities of wet, fresh, or mechanically deboned meat (MDM) fundamentally alters the physics of the extrusion process.
The Rheological Obstacle: Why Fresh Meat Disrupts Traditional Extrusion
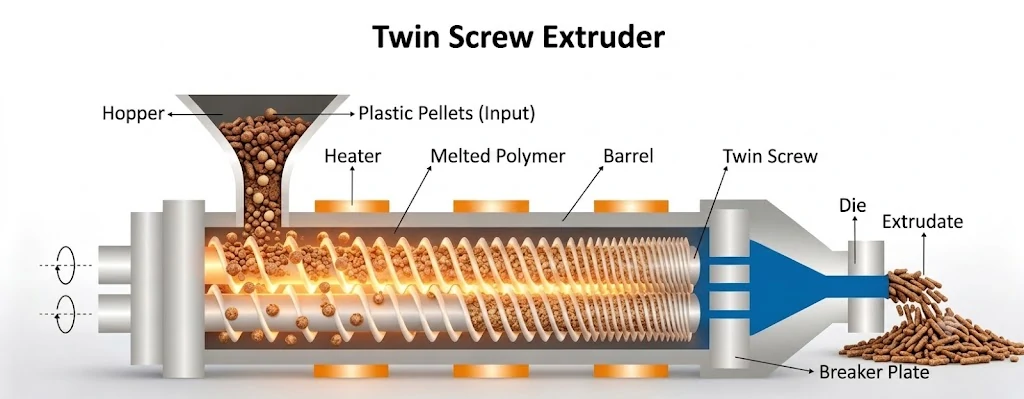
Traditional pet food extrusion relies heavily on starch gelatinization. Dry ingredients (grains, pulses, starch binders) combined with water and steam create a high-viscosity, dough-like matrix inside the extruder barrel. The mechanical shear generated by the screw converts this energy into heat, building the pressure necessary to expand the product at the die face. This concept shares some similarities with how a traditional grain-based corn extruder machine handles dry raw materials to achieve an optimal cook.
However, while a dry-grain setup or a standard corn puff extruder machine easily converts predictable starches into expanded shapes via friction, introducing high levels of fresh meat fundamentally disrupts this flow. Fresh meat typically consists of 65% to 75% moisture along with significant amounts of fat, completely altering the rheological dynamics:
- Loss of Viscosity and Shear: High moisture and fat act as intense lubricants. This lubrication reduces friction between the raw material, the screw, and the barrel wall. Without adequate friction, mechanical shear drops, preventing the thermal energy transfer required to properly cook the starches.
- Expansion Issues: Lower shear and viscosity mean the melt pressure at the discharge end drops. This results in poor expansion, poor kibble structural integrity, and a fragile final product that breaks down into “fines” during packaging and transport.
- Drying Bottlenecks: Introducing massive amounts of water via fresh meat means the downstream drying system must work twice as hard, often slowing down the entire production line’s throughput.
Engineering the Solution: Advanced Extruder Modifications for High-Inclusion Recipes
To overcome these barriers, leading pet food equipment manufacturers have engineered specific, highly sophisticated hardware modifications and process controls.
1. Specialized Preconditioning Technology
The battle for high fresh meat inclusion is won or lost before the material even enters the extruder barrel. Standard preconditioners cannot handle large volumes of wet slurry without clumping or uneven hydration.
- High-Intensity Preconditioners (HIP): Modern systems utilize dual-shaft, independently driven preconditioners. These allow for extended retention times and intense mixing, ensuring that the fresh meat slurry is perfectly homogenized with the dry matrix, initiating starch binding and protein denaturing before the barrel.
- Direct Meat Injection: Advanced systems allow meat to be heated and injected directly into the preconditioner or the early zones of the extruder barrel at precise pressures.
2. High-Shear, Optimized Screw Configurations
Because meat lubricates the barrel, the screw geometry must be redesigned to forcibly introduce mechanical energy.
- Increased Restriction Elements: Engineers utilize specialized kneading blocks, reverse-pitch screws, and shear locks. These elements deliberately restrict flow, forcing the slippery, meat-heavy dough to back-fill the channels, thereby artificially restoring the mechanical shear and pressure required for a proper cook.
- Optimized L/D (Length-to-Diameter) Ratios: High-inclusion formulations often require longer extruder barrels (higher $L/D$ ratios) to provide the necessary residence time for thermal cooking when mechanical shear is compromised.
3. Advanced Barrel Temperature Control
Since Specific Mechanical Energy (SME) is drastically reduced by fat and moisture, the system must compensate with Specific Thermal Energy (STE). Advanced extruders feature multi-zone, independently controlled heating and cooling jackets along the barrel. This allows precise temperature profiling to cook the proteins and starches without scorching the fats.
4. Mid-Barrel Venting and Defatting Systems
When fresh meat levels exceed 50%, the moisture level inside the barrel can become unmanageable.
- Flash Evaporation / Venting: Advanced extruders feature venting zones mid-way down the barrel. By pulling a vacuum or allowing controlled atmospheric venting, excess steam and moisture are stripped away during the cooking process. This lowers the moisture content of the melt before it reaches the die, restoring optimal pressure and ensuring excellent expansion and density control.
Downstream Realities: Drying and Coating High-Meat Kibble
Engineering a high-inclusion pet food does not end at the extruder die. Processors must optimize their downstream equipment to match the unique properties of high-meat kibbles:
- Increased Drying Capacity: Because the kibble enters the dryer with a higher moisture profile, multi-stage, high-airflow dryers with precise humidity controls are required to prevent case-hardening (where the outside dries but the inside remains wet).
- Vacuum Coating for Fat Management: If a formulation requires high fat alongside high fresh meat, adding all the fat inside the extruder will ruin the process. Engineers bypass this by adding minimal fat in the extruder and utilizing vacuum coaters post-drying to force high percentages of fats and digests deep into the porous structure of the kibble.



